In today’s urban landscape, aging elevator systems are a common sight. These old elevators not only pose significant challenges in terms of safety but also performance and efficiency. Among all the components of an elevator system, the wire rope stands out as one of the most critical. It is the lifeline that ensures the smooth operation of the elevator and the safety of passengers.
This article will delve deep into the key roles of wire ropes, the common challenges faced in older elevators, the criteria for selection, strategies for improvement, and the best maintenance practices. By the end, you’ll have a comprehensive understanding of how to ensure a long-lasting and reliable elevator system.
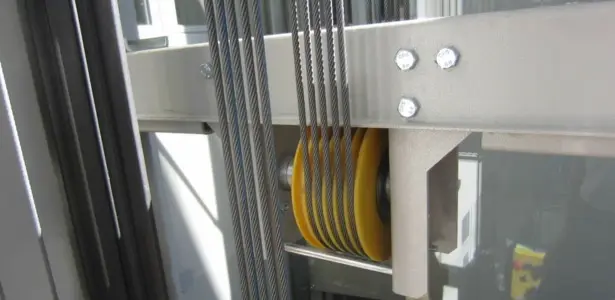
Wire ropes are the backbone of an elevator’s load-bearing structure, stability, and durability. Every time an elevator moves passengers or goods up and down, the quality of the wire rope is directly linked to the safety and lifespan of the entire system. A well-maintained and high-quality elevator wire rope acts as a safeguard against sudden failures. It reduces the wear and tear on traction machines, allowing them to operate more smoothly and with less need for frequent repairs. This, in turn, minimizes the downtime of the elevator, ensuring that it is available for use when needed.

A reliable wire rope offers several key benefits:
However, as older elevators continue to operate, the wire ropes in them may become outdated or start to deteriorate. This can lead to a compromise in the essential functions that the wire rope is supposed to perform, making it necessary to carefully select and upgrade the wire rope in a timely manner.
Many aging elevators are still relying on their original wire ropes, which can lead to a host of problems:
These challenges clearly demonstrate the need for a systematic and well – thought – out approach when selecting a new wire rope for elevator modernization projects.

When it comes to replacing or upgrading elevator wire ropes, several factors need to be carefully considered to ensure both safety and efficiency:
Investing in high-quality elevator parts, like POTENSI wire ropes, is a smart choice. It provides a cost-effective and long-lasting solution for elevator modernization.

Modernizing an aging elevator system is not just about replacing the wire rope. It requires a comprehensive and structured approach:
Replacing old wire ropes with POTENSI industry-leading elevator wire ropes can significantly improve the quality and performance of elevator modernization projects.
To extend the life of wire ropes and maintain elevator safety, regular maintenance is non – negotiable. Here’s what maintenance teams should focus on:
Many building owners and maintenance teams have successfully modernized their aging elevators by upgrading their wire ropes. Here are some real-world examples:
Case 1: High – rise commercial building
The building upgraded to a high – strength wire rope with improved traction. As a result, maintenance calls were reduced by 30%. This not only saved on maintenance costs but also increased the availability of the elevator for tenants and visitors.
Case 2: Residential complex
A full modernization was implemented, including new wire ropes and a traction system. This led to a significant enhancement in ride comfort and safety for the residents.
Case 3: Industrial freight elevator
Outdated wire ropes were replaced with POTENSI advanced solutions. This increased the load efficiency of the elevator and extended its service life by 40%.
These success stories demonstrate the benefits of investing in high-quality elevator parts and a well-planned modernization process.
Modernizing old elevators with high-quality wire ropes is an essential step towards enhancing safety, efficiency, and performance. The right selection of an elevator wire rope can ensure long-term reliability and cost savings while also improving the ride quality for passengers. Regular inspections, proper maintenance, and the use of certified replacement parts are crucial for maintaining a smooth-running and trouble-free elevator system.
At POTENSI, we are proud to offer industry – leading elevator wire ropes and modernization solutions. Our products are designed to enhance the durability, traction, and safety of your elevator systems. Contact us today to learn more about our elevator parts and how we can support your elevator transformation project with premium – quality components.
① Get 10% off on your first order.
② Get latest news about our promotion products.
③ Get our sales specialist VIP service 24/7.
④ Get access to our credit payment time.
WhatsApp us